In recent years, most discussions around lean transformation have understandably evolved toward more managerial and strategic matters. Yet there remains an alarming lack of solid implementation of the fundamentals! In this current economic crisis we can actually move our lean journeys forward faster by looking back to the lessons that led to the creation of TPS in the weakened Japanese economy following World War II. This webinar is designed to uncover the deep roots of the original lean thinking and tools and how you can better focus your own lean implementation plans and execution.
This webinar features Jim Womack, Chairman and Founder of the Lean Enterprise Institute and co-author of The Machine that Changed the World, Lean Thinking, and Lean Solutions, and John Shook, co-author of Learning to See and Kaizen Express and author of Managing to Learn. Jim and John will explore many of the misunderstood and forgotten elements of the original TPS model and foundational practices that comprise a lean operating system.
By attending this webinar you will learn:
- How lean principles arose and developed at Toyota
- The importance of “making do with less” in the development of the TPS philosophy
- The central role of Purpose, Process, and People
- The three most important back-to-basic-principles of lean
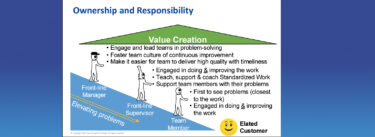
- The critical, but different role of problem solving at the front line, middle management and executive levels
- The importance of focusing on the technical and social elements in any lean transformation
Listen to the webinar audio below.
Virtual Lean Learning Experience (VLX)
A continuing education service offering the latest in lean leadership and management.