“What when wrong?”
“I don’t know! Something changed!”
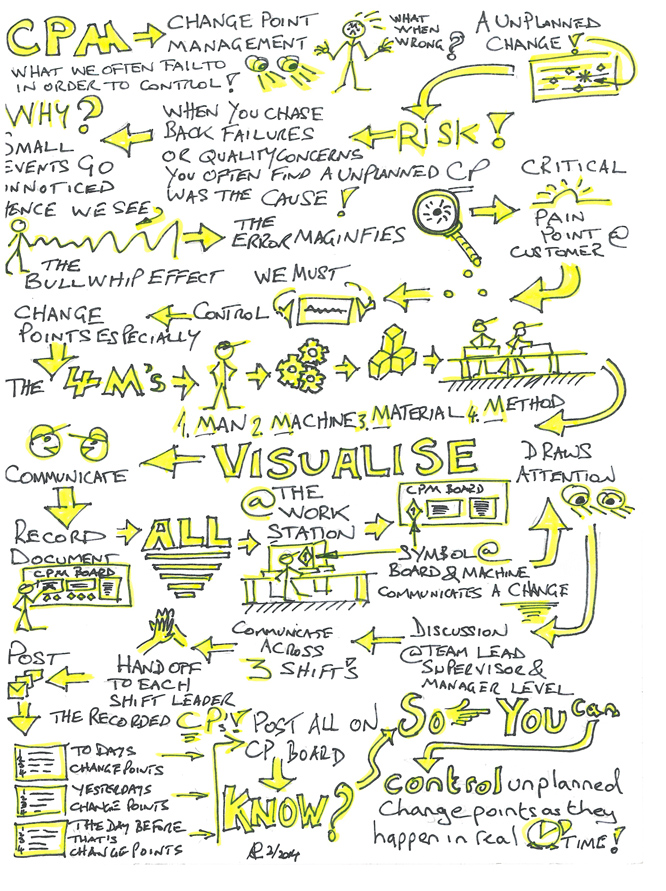
If I was given a dollar for every time I’ve heard this over my career in automotive I’d be a rich man. Changes happen in manufacturing and the majority of causes to those changes occur in a planned way which means they can be controlled and are known about by the effected parties. But what happens when changes are unplanned and sporadic? What do you do then? Panic? No. Instead, put in place a process to respond to change and escalate unplanned changes in a controlled manner. This is CPM: Change Point Management.
When you trace back failures or escape points that impact your customer you often associate the failure with some kind of uncontrolled, unknown change point. It’s vitally important to have a mechanism in your business at the point of manufacture to alert people to changes and ensure that they can be controlled in a organized manner by those who are impacted by the unplanned change.
The story board below is one way I teach folks about CPM and show the very basic process by which you can capture, visualize, communicate, and record changes (and why it’s in your best interest to do so). People wonder why they carry so much inefficiency, waste, and scrap. One reason is because they drop the ball on managing or even being aware of unplanned changes which are the hidden causes of the inefficiency and pain they have to suffer. Can you relate your experiences in the workplace to the images and words below? How do you share lean ideas?