
I was recently giving my umpteenth talk on “What is Lean?” to a group of CEOs of small and medium companies, arguing as I often do that Lean is not a religion or an ideology, but the scientific mindset applied to business, when I realized there is a core assumption at the heart of Lean which requires something of a leap of faith by those who haven’t practiced it beforehand.
As I speak in Lean summits around the world and visit companies, many discussions of Lean are about the lean tools, and how much should one adapt them to fit the company. I always feel that’s kind of silly, since the point of Lean is to use the tools to transform the company, not change the tools so the company can stay the same. I also often get mired into debates around the lean philosophy of developing people through problem solving. Again, it’s hard to explain that “philosophy” doesn’t quite catch it; Lean is practice, not a philosophy. But the core assumption that is never debated in Toyota’s original teachings is the following: improve safety, quality, flexibility (lead-time), and productivity, and your business will thrive.
Now, no one is ever going to dispute that improving safety, quality, lead-time, and productivity are good things for a business, but most CEOs I meet always see this as marginal to other more structural choices such as strategy, technology, investment, and so on. This, I’ve come to realize, is why 1) many CEOs delegate Lean to a staff program leader, who’ll hire and train internal coaches to do improvement projects and 2) why the CEOs who have actually succeeded with Lean all say “Lean IS the strategy.”
The point here is that Lean rests on a cornerstone belief that:
- You must strive to improve safety, quality, flexibility, and productivity vigorously
- You do this by involving every employee all the time in problem solving
The assumption is that if you involve every one every day in improving these four things, the business will grow profitably, mostly because you’ll collectivity learn about how to solve more complex technical issues and invent smarter processes.
In order to pursue this goal, Toyota has invented a number of counterintuitive techniques such as stop-at-defect, flow if you can at takt time, and pull if you can’t. In addition, TPS says involve operators in improving their daily work environment through mastery of standards and small-step kaizen. Implementing these practices without the previous core assumption, however, are simply doomed to fail. Why? Because people neither understand nor trust the benefits that arise from revealing problems so that they can then be solved.
This core leap of faith, if you will, gets easier and easier as it’s backed up with experience and data. I’ve been involved in countless lean initiatives, and every single time, when an executive engages his or her employees in radically improving safety, quality, flexibility, and productivity, misconceptions are progressively revealed and abandoned as new doors open and the shape of what is possible and what is not changes.
Lean, at such a basic level, is no more than focusing hard on a few typical problems/typical solutions, which progressive mastery thereof changes the nature of the business. Think of this as Amazon learning to master the intuitiveness of the customer interface/web front-end, or the discipline required in its extended supply chain in order to achieve fast delivery. No philosophy involved here, just plain old fashioned know-how from years of practice.
But I can see that for people who’ve never experienced Lean firsthand, this idea that focusing all efforts on improving these SQDC and involving the entire staff in problem solving sounds counter-intuitive at best, far fetched at worse. Again, no one disputes these are good things in theory, marginally… so of course we’ll invest in a marginal training/workshop program to try to improve the business. But, not surprisingly, if you don’t attack improvements with energy and confidence, your efforts don’t deliver and, in the end, peter out.
With this in mind, I can better understand many lean debates. We’ve just concluded the European Lean IT summit here in Paris, and much of it was about Lean versus Agile, Scrum, Extreme Programming, and so on. Eric Ries’ great book The Lean Startup has really shaken things up, and started a new round of discussions on “What is Lean?”—in this case, what does Lean mean for IT or entrepreneurs? The arguments are hard to grasp, because the fundamental assumptions about Lean are not aligned.
This insight has also given me a new way to give a fresh, hard look at the lean efforts I’m personally involved with. Now I ask: how hard are we actually striving to improve safety, quality, flexibility, and productivity? And are we involving every one, every day? Not surprisingly, in many cases we find that lean initiatives tend to bureaucratize and go through the motions more than deliver results as we get lost in the intricacies of the full lean system. Asking these tough questions is key to keeping the lean spirit alive and kicking, or inspiring it in the first place.

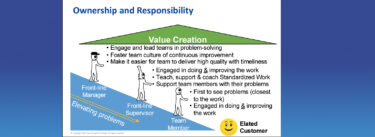



Mastery of standards at the Frontline leaders and KAIZEN step by step with lean owned by all employees is a true Lean as practice and deeply embedded culture