Lean Events and Training
Seeking to meet your or your organization’s needs, LEI offers a wide array of learning opportunities
For Individuals and Teams
Coach-Led Online and In-Person Courses
Classroom-based, hands-on learning experiences led by LEI faculty online and in-person.
View allSummits
High-energy, inspirational gatherings where practitioners share actionable insights and network.
Learn moreLearning Tours
Unique opportunities to see firsthand outstanding examples of lean companies.
Learn moreFor Businesses and Organizations
Custom Training
Custom training and executive coaching designed to meet your needs precisely.
Customize your trainingEnterprise Transformation
LEI coaches help accelerate your lean journey and discover the best approaches to lean transformations.
Transform your companyUpcoming Events
Events by topic
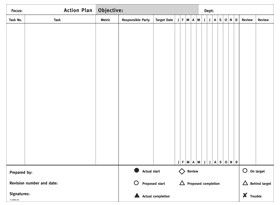
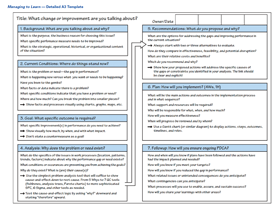
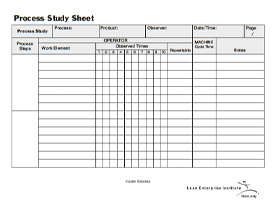
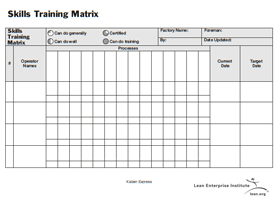
Forms and Templates
pdf 277.14 KB
pdf 464.27 KB
pdf 365.08 KB
pdf 261.82 KB
pdf 65.69 KB
xls 171.00 KB