Kanban
A kanban is a signaling device that gives authorization and instructions for the production or withdrawal (conveyance) of items in a pull system. “Withdrawal” means the conveyance called on by the downstream operation. The term is Japanese for “sign” or “signboard.”
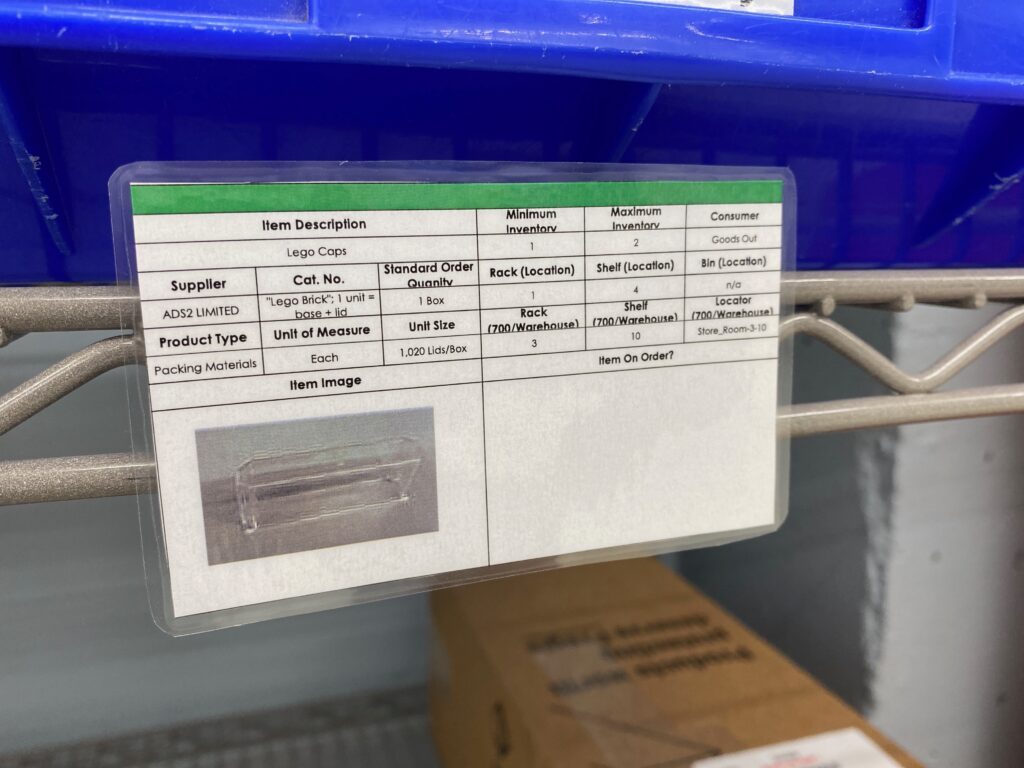
Kanban cards are the best-known and most common example of these signals. They often are slips of card stock, sometimes protected in clear vinyl envelopes, stating information such as:
- part name
- part number
- external supplier or internal supplying process
- pack-out quantity
- storage address
- consuming process address
A bar code may be printed on the card for tracking or automatic invoicing.
Besides cards, kanban can be triangular metal plates, colored balls, electronic signals, or any other device that can convey the needed information while preventing the introduction of erroneous instructions. Whatever the form, they have two functions in a production operation: They instruct processes to make products and they instruct material handlers to move products. The former use is called production kanban; the latter use is termed withdrawal kanban.



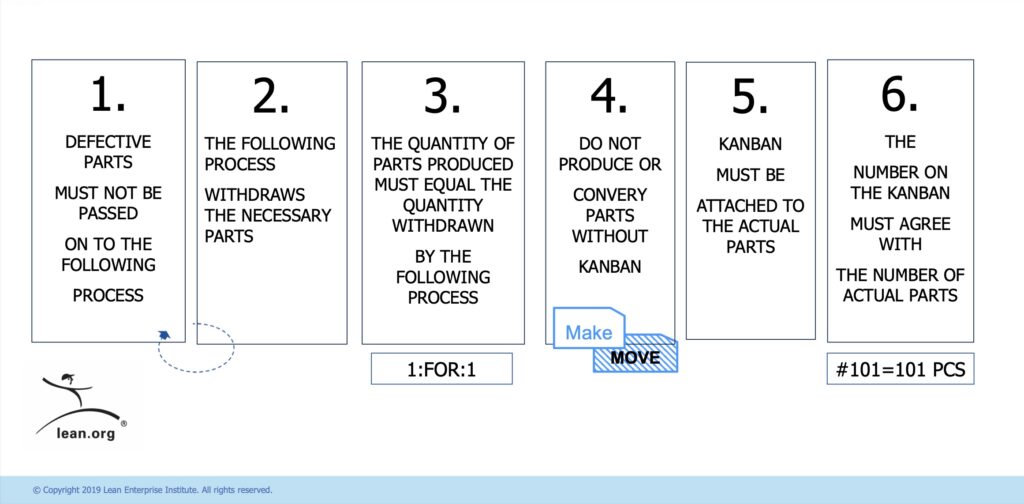
The 6 Rules of Kanban
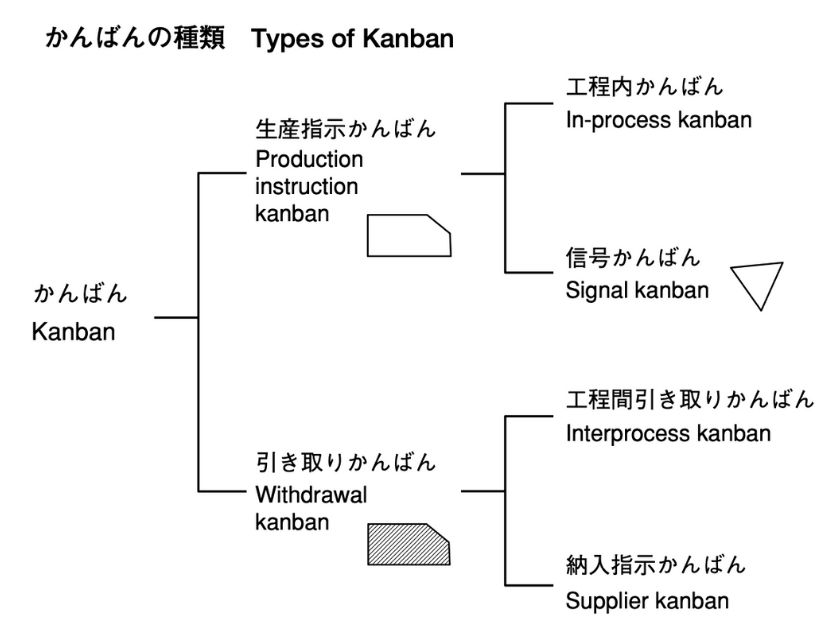
The Types
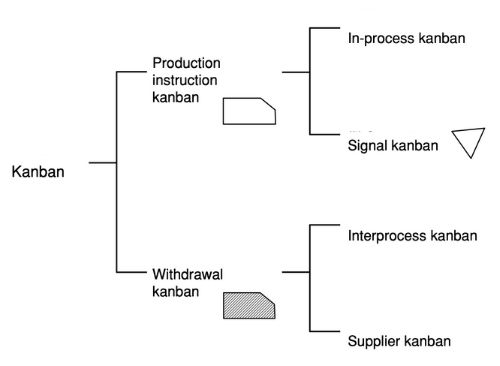
Production Kanban
Production kanban tell an upstream process the type and quantity of products to make for a downstream process. In the simplest situation, a card corresponds to one container of parts, which the upstream process will make for the supermarket ahead of the next downstream process. In large batch situations—for example, a stamping press with very short cycle times and long changeover times—a signal kanban is used to trigger production when a minimum quantity of containers is reached.
Although a triangle kanban is the standard used in lean manufacturing to schedule a batch production process, it is only one type of signal. Other basic means of controlling batch operations include pattern production and lot making.
Pattern production creates a fixed sequence or pattern of production that is continually repeated. However, the actual amount produced each time in the cycle may be unfixed and vary according to customer needs. For example, in an eight-hour cycle, part numbers always are run A through F. (The difficulty of your changeovers may dictate this order.) Inventory in the central market is a function of the length of the pattern-replenishment cycle; a one-day cycle implies one day of inventory must be kept in the market, or a oneweek cycle means one week of inventory. The main disadvantage of pattern production is that the sequence is fixed; you can’t jump from making part D to part F.
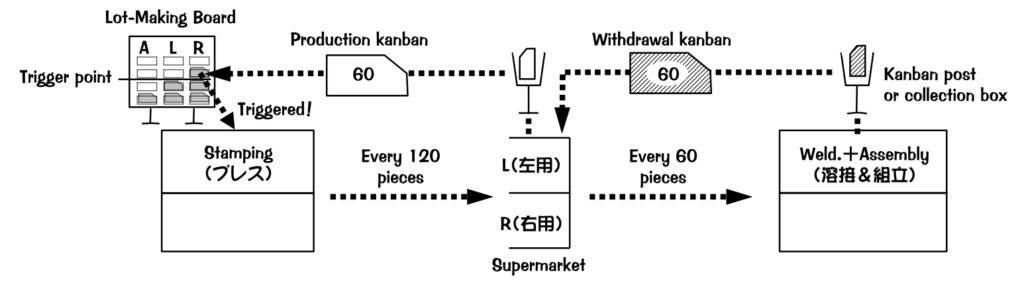
A lot-making board involves creating a physical kanban for every container of parts in the system (see illustration below). As material is consumed from the market, the kanban are periodically detached and brought back to the producing process and displayed on a board that highlights all part numbers and displays an outlined shadow space for each of the kanban cards in the system. (Adapted from Smalley 2004, pp. 70–71.)
A returned kanban card placed on the board in the shadow space indicates inventory has been consumed in the market; unreturned cards represent inventory still in the market. As predefined trigger points are reached, the production operator knows to begin making product to replenish the material in the market.
A lot-making board allows information to come back to the production process more often, signals what has been taken away, and uses smaller increments than the signal kanban. It also provides a visual representation of inventory consumption and highlights emerging problems in the central market. However, it may require many kanban cards, and the cards must be brought back in a timely and reliable manner for the batch board to be accurate. Discipline is required on the part of schedulers and supervisors not to build inventory in advance of when needed.
Withdrawal Kanban
Withdrawal kanban authorize the conveyance of parts to a downstream process. They often take two forms: internal or interprocess kanban (for withdrawal from an internal process) and supplier kanban (for withdrawal from an external supplier). In their original application around Toyota City, cards commonly were used for both purposes. However, as lean production has spread, supplier kanban for firms at considerable distances have typically taken an electronic form.
Production and withdrawal kanban must work together to create a pull system: At a downstream process, an operator removes a withdrawal kanban when using the first item in a container. This kanban goes in a nearby collection box and is picked up by a material handler. When the material handler returns to the upstream supermarket, the withdrawal kanban is placed on a new container of parts for delivery to the downstream process.
As this container is taken from the supermarket, the production kanban on the container is removed and placed in another collection box. The material handler serving the upstream process returns this kanban to that process, where it signals the need to produce one additional container of parts. As long as no parts are produced or moved in the absence of a kanban, a true pull system is maintained.
Example of Production and Withdrawal Kanban
Additional Resources

Library of Articles
All About Lean: Kanban