Articles
Learn more about your selected topics.

Yokoten: Capturing and Sharing Best Practices
To accelerate learning and change, don’t copy blindly—observe, adapt, and apply with purpose. That’s how yokoten drives real transformation, argues…
Read article
Perspectives on People-Centric Improvement
In this edition of The Management Brief, Mark Reich highlights the essential role of people in driving lasting improvement. Drawing…
Read article
Multi-level Visualization: Engage Everyone in Problem-Solving to Achieve Business Results
In this edition of the Management Brief, Michael Ballé shows how leaders can use visualization to align lean problem-solving with…
Read article
Adaptive Organizations Need Adaptive Problem Solvers
In today’s complex and unpredictable world, adaptive problem solving is essential. In this piece, Jeff Liker explores the critical shift…
Read article
Personal and Organizational Transformation: A Conversation with Dr. Sarah Womack
In this edition of The Management Brief, Josh Howell speaks with Dr. Sarah Womack, former Toyota leader and author of…
Listen to podcast
What it Takes to Win at New Product Development: A Conversation with Steve Spear
MIT’s Steve Spear shares what sets winning product development teams apart—from building fast-learning cultures to leading through complexity—and how leaders…
Read article
Solving the Productivity Paradox
In this episode of the Management Brief, Jacob Stoller explores the roots of the productivity paradox, from misguided automation strategies…
Read article
Want to Improve Your Product Development? Prioritize Organizational Learning
In this edition of the Design Brief: High turnover can cripple a sports team—and it can do the same in…
Read article
Starting a Lean Transformation: Building a Team of ACEs
In this edition of the Management Brief, discover why sustainable lean transformations start with people—not playbooks. Learn how activating, cultivating,…
Read article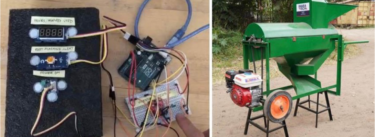
Engineering Education with Impact: Developing Problem-Solvers and Making Things Better
Too many engineers learn by theory alone. MIT’s D-Lab flips the script—immersing students in hands-on, real-world problem solving that builds…
Read article
Three Faces of Lean Management
In the latest issue of The Management Brief, Jeffrey Liker urges the lean community to move beyond tools and templates—because…
Read article
Engineering for the Future: A Conversation with MIT D-Lab Founder Amy Smith
Amy Smith shares how the D-Lab’s unique approach to design, knowledge sharing, and community partnership drives meaningful innovation in international…
Listen to podcast