Kaizen
Kaizen is a Japanese word that means “continuous improvement”. Kaizen aims to make small, incremental improvements in processes and systems, leading to significant long-term benefits.
The Kaizen Philosophy
The kaizen philosophy has been successfully implemented in various industries, including lean manufacturing, to reduce waste and increase efficiency. This is achieved through a continuous improvement process that involves everyone in the organization. The kaizen process encourages employees to identify areas for improvement and come up with practical solutions that can be quickly implemented.
The Kaizen Process
The kaizen process is based on the PDCA (Plan-Do-Check-Act) cycles. This means that an organization first identifies areas for improvement, develops a plan to make changes, implements the changes, and then checks the results to see if further improvements can be made. This continuous cycle of improvement leads to a culture of innovation and progress.
The Kaizen philosophy was first introduced to the world by Masaaki Imai in 1986. Imai is a renowned expert on quality control and management and has been a driving force behind the popularization of the kaizen philosophy. He believes that the key to success is in continuous improvement and that this can only be achieved by involving everyone in the organization.
Reduce Waste with Kaizen
One of the primary goals of the kaizen philosophy is to reduce waste. This includes waste in terms of time, materials, and resources. By using the PDCA cycles, organizations can identify areas where resources are being wasted and take steps to reduce or eliminate this waste. The result is a more efficient organization that delivers high quality products/services a lower cost.
Improvement for the Long Term
The kaizen philosophy is not a one-time fix but a long-term approach. By making small, incremental changes, organizations can gradually improve their processes and systems, leading to significant long-term benefits. These benefits include increased efficiency, higher quality, and a more engaged and motivated workforce.
In conclusion, the kaizen philosophy is a powerful tool for organizations that want to improve and grow. By adopting a continuous improvement approach and involving everyone in the organization, companies can achieve significant long-term benefits and stay ahead of the competition.
Kaizen is for doing and learning. You get rapid gains and it will improve your culture.
Art Byrne, former CEO of Wiremold
The Relationship between Kaizen and Standardized Work
The creator of the Toyota Production System Taiichi Ohno once said, “There can be no kaizen without a standard.”
Importantly, before engaging in continuous improvement, management must first establish a stable operating condition. In other words, machines are working, workers are present, jobs are repeatable with quality, and material is available. This is because without a stable operation teams perform kaizen on top of chaos. Consequently, gains rapidly vanish.
Assuming a stable operating condition, leaders should first develop standardized work to create a baseline for improvement. Then, leaders can set targets against this baseline. Once a team achieves a measurable gain, it should update the standard to reflect the new method of working. Critically, this ensures gains do not disappear.
Kaizen and standardized work are linked as John Shook explains in the article “Standardized Work or Kaizen? Yes”.
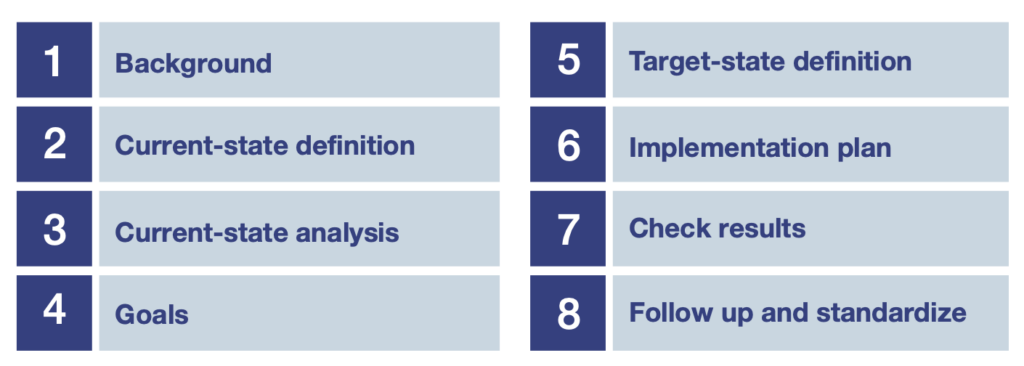
Eight Steps for Kaizen
- Background — lists the relevant information the audience and participants would need to know.
- Current-state definition — depicts the situation in a graphical, visual manner for the audience to see, e.g., value-stream maps.
- Current-state analysis — various factors, e.g., lead time, service, performance, cost, features, etc., are collectively examined for improvement potential.
- Goals — lists what is to be accomplished by when and specifies the levels of improvement to be obtained.
- Target-condition definition — often included as a visual representation for what the new improved state should look like. This can be a visual image, a flow chart, data, or a comparative look at the desired target condition.
- Implementation plan — there is often substantial work to be done. List the high-level details such as names, responsibilities, dates, and expected outcomes.
- Check results — a vital part of this routine, since improvement requires the demonstration of an improved state. Importantly, you are checking to see whether a new level of performance has been achieved.
- Follow up and standardize — list of actions must be taken to ensure results are sustained in the long run.
Smalley, Art. 2018. Four Types of Problems: from reactive troubleshooting to creative innovation. Cambridge: Lean Enterprise Institute, Inc.
Kaizen Events
A kaizen event (aka “kaizen blitz” or “kaizen workshop”) commonly last five days. During the event, a team identifies and implements a significant improvement in a process.
A common example is creating a continuous flow cell within a week. To do this a kaizen team analyzes, implements, tests, and standardizes a new cell. The basic steps of such an event are:
- Participants learn continuous flow principles.
- They go to gemba to assess actual conditions and plan the cell.
- They take action to move machines and test the new cell.
- The team standardizes the process and reports out to senior management.
Kaizen events can be excellent activities for developing capability and making substantial changes rapidly. However, leaders should not solely rely on them. This is because steady improvement through daily kaizen forces management to develop frontline problem-solving capability. As a result, business performance improves over time.
Some failure modes of kaizen events include:
- The critical KPI becomes the number of kaizen events held versus meaningful metrics (e.g. safety, cost, quality, delivery).
- Gains made during the event are rapidly lost, as workers and managers return to the previous way or working.
- Management does not involve frontline workers in the event.
- Specialized engineers typically removed from day-to-day operations lead improvement versus frontline management and operators.
Watch an Example Kaizen Event
Take a Lean Eye Test: See and Improve Work
Watch a short video of an assembly job and try to identify opportunities for improvement. See if your ideas match the final outcome and examine how continuous improvement is not just about improving productivity but respecting people.
Examples across Industries
- Manufacturing — Thrustmaster Comes Around
- Healthcare — View from the Hospital Floor: How to Build a Culture of Improvement One Unit at a Time
- Hospitality — A Radical Redesign to Making Crudito
- Construction — Respect for People: Making the Job Easier for Workers
- Agriculture — Tending the Roots of Lean with Lean Farmer Ben Hartman
- Administration — Lean Thinking Helps City of Chula Vista with Budget Crunch
- Software — Doubling the Number of Performant Apps Using Kaizen
Articles and Books
- Cardboard, Duct Tape, and String: The Do-First Mindset – Mark Reich
- The Hard Work of Making Hard Work Easier – Mark Reich
- What Did I Transform Today? — Josh Howell
- Michikazu Tanaka of Daihatsu on “What I Learned from Taiichi Ohno” – John Shook
- Ask Art: Aren’t You a Little “Old School” in Your Kaizen Approach To Implementing Lean Thinking?
- Kaizen Express — John Shook and Toshiko Narusawa