
LSG Sky Chefs’ Recipe for Success Is Rapid Launch of Lean Transformation
In the days following the terrorist attacks on September 11, 2001, business at airline caterer LSG Sky Chefs immediately dropped 30% as airlines cut flights, cut meals on the remaining flights, and the public stopped flying. Before month’s end, the company had to furlough up to 30% of its U.S.-based workforce.
“You had to do something different to survive,” said Gary Berndt, chief operating officer of LSG Sky Chefs’ Americas Region, which operates 96 flight kitchens, known as Customer Service Centers (CSCs), at 79 airports across North and South America. Berndt was hired by LSG Sky Chefs to drive fundamental change, including implementing a lean enterprise. What the company did differently was to apply lean principles very quickly in a nontraditional lean environment. In just 6 weeks, the company documented positive results from the effort to rapidly teach and implement lean principles.
Concurrent with the lean effort to streamline and improve operations, the company launched improvement efforts in product development and procurement. The goals were to develop new menu items for the new economic realities of the airline industry and to redesign the procurement process. Because this process is largely controlled by airline customers who decide where to buy food, how much to buy and how to prepare it, a CSC with a dozen different airlines as customers could be forced to use a dozen different brands of the same type of lettuce for its salads.
“Hear, See, Do”
The first step in the lean conversion was to get people with lean knowledge and the experience of turning that knowledge into results. In November 2001, LSG Sky Chefs hired Senior Vice President Craig Cain, a veteran of lean transformations in the automotive industry. He brought in other lean thinkers to train and coach people during the process, including Fran Duffy who led the Lean Team during Phase I. Duffy has since transitioned from the Lean Team to become general manager (GM) of the Miami CSC, a testament to the broad applicability of lean experience.
The company describes its training approach as “hear, see, do.” During the “hear” phase, COO Berndt spent a lot of time visiting CSCs, walking the value streams with GMs, pointing out waste, and explaining how lean concepts could eliminate it.
Next, the “see” phase established pilot projects in two CSCs so GMs and managers from other facilities could visit and witness lean fundamentals in action. The pilot projects occurred at CSCs in Los Angeles, which has a heavy load of international meals, and Chicago, which caters mostly domestic flights. “If we could do lean in LA and O’Hare, we could do it anywhere,” said Cain.
The pilots focused on implementing key fundamental concepts in order to prevent managers from “cherry-picking” — implementing selected techniques without regard to the actual need of overall product value streams. The focus was the identification and elimination of waste.
“We equipped people just with the tools needed to go to the next step,” Cain explained. “People tend to think, ‘Tell me what to do first, then tell me what to do next so I can be done with it.’ We wanted them to realize that the transformation never ends.”
The company also wanted managers to realize that getting started and getting results “doesn’t take a year, it could begin immediately,” said Berndt. The idea was to launch the pilot projects, then bring GMs and managers in six weeks later for a one-day workshop to show them what had been accomplished. “Speed was of the essence, especially the way the industry and the economy were running,” Berndt added. “The message was, ‘Here are two pilot sites that just started six weeks ago and look where they are now. Imagine your own facility. You can do it, too.’” To help reinforce these lean learnings, the GMs also received CD-ROMs with information about lean basics and implementation tools. Initial education included posting information on the company’s intranet site and running two-day workshops on lean fundamentals at regional CSCs for managers and supervisors.
In the “do” phase, GMs had to launch pilot projects in their own facilities. They could call upon the lean support team for technical advice, but they were expected to lead the lean transformations themselves. With the support team busy servicing 96 facilities, it was inevitable that the GMs “were going to have to go out on their own and experiment,” Berndt explained.
Initial Implementation Phase
Implementation of the pilot projects began during the first two weeks of January 2002 and followed a 4-step progression that other GMs could copy:
Step 1 instituted standardized work to establish precise work procedures and good workplace organization with visual controls so that the status of production would be obvious at a glance and excess equipment would be eliminated.
Step 2 focused on improving or redesigning the layout of workstations where associates prepared meal “components” such as salads and “assembled” them into complete meals.
Step 3 established dedicated storage and staging areas for supplies so people didn’t waste time searching for needed items. This meant creating central storage areas for perishable goods and dry goods, respectively, and keeping them stocked with a robust first-in, first-out (FIFO) inventory management process.
Step 4 created a reliable and repeatable route delivery system. This enabled associates at workstations to produce meals without interruption or stock-outs. To make a route work, a material handler had to know when to remove finished meals from workstations and what raw materials to replenish. This was accomplished with a basic pull system that uses bins and racks to signal what materials are needed, when.
In both pilot locations, quality and productivity improved in six weeks. Overtime, required floor space, and quality complaint cards from flight attendants — the industry’s traditional quality measure — declined. The cost savings were immediate and the improvement effort required minimal capital investment. More importantly, the process created capacity that allows for later growth when the airline industry improves. After six weeks of focusing on 20% of operations in each facility, the respective pilots each netted an overall 10% productivity improvement CSC- wide.
“We started the lean initiative with the objective of implementing the 4 basic steps in as many areas as possible in a 6-week time frame,” said John Hayes, GM of the Chicago CSC. “The pace was intense but we feel from the positive feedback of the leadership team and the visitors who observed our progress that we achieved our objectives.”
Moving Beyond the Pilots
At Boston’s Logan Airport, where about 190 associates on 3 shifts prepare as many as 5,000 meals daily, a walk through the 2-story, 65,000-square-foot facility, revealed that improvements from applying the 4-step implementation process began right at the receiving/loading dock.
During step 1 an implementation team of managers and associates introduced standardized work to the staging area, where the metal carts containing meals and beverages for 14 airlines await loading onto trucks for the short ride to Logan. In the past, carts had been pushed into the staging area wherever there was room. And different drivers had different ways of loading the carts on trucks, so it was difficult to tell if a truck was missing a cart. The confusion and delay of trying to find the right cart for the right truck only intensified on delivery days when incoming crates of produce and other food crowded the dock.
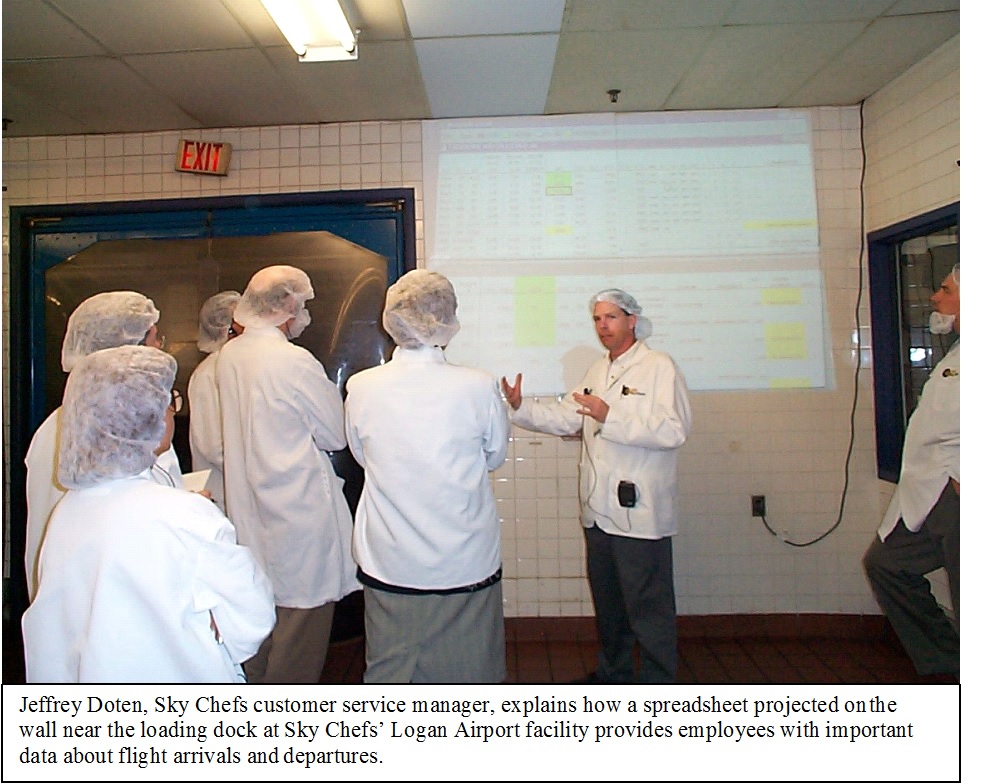
Team members carved out a designated delivery area and separate staging areas clearly marked for each airline. They created standardized loading patterns for trucks by giving each cart an assigned space in a truck. If there was any doubt about where a cart went, drivers checked the truck’s standardized work diagram hanging nearby on the wall. Just inside the dock’s swinging steel doors, a spreadsheet projected on the upper wall provided drivers and food preparation staff with such key information as airline flight numbers, departure times, flight delays, and when trucks must leave for the airport. Because of the standardized loading patterns, drivers now know at a glance if a truck is ready to go or if a cart is missing.
The improvements drastically reduced the time needed to find and load carts. And they made managing the shipping and receiving processes easier by relieving dock congestion.
Step 2 addressed layout. Workstations where associates prepared food were scattered about wherever there was room, similar to the machine placement in many batch-and-queue factory layouts.
The new layout arranged workstations according to product families, which are all the products passing through similar processing steps and equipment just prior to shipment to the customer. For example, all the workstations preparing cold food for coach comprised a product family and were segregated by airline, a move that reduced needed floor space by 40%. Workstations preparing cold food for first-class made up a separate product line. Stations preparing hot food were classified as another product family. Final assembly workstations in each family are effectively the pacemaker processes because this is where the schedule hits the floor. The needed food and prepackaged Items are pulled from upstream subassembly and raw materials areas.
Workstations were arranged back-to-back along an aisle, called a “central highway.” The aisle provided material handlers access to the rear of the gravity racks holding standard amounts of inventory in kanban bins at each workstation. The back-to-back arrangement allowed the handler to restock the racks without entering the workstation and disrupting the operator. Printed production schedules at each station now tell associates the type and quantity of meals to prepare each hour.
To support associates preparing meals, step 3 laid the foundation for a material replenishment system by establishing designated storage and staging areas. “Parts” — cookies, cereals, dried fruits, meats, muffins, Monterey Jack cheese, dishes — all the items used to make meals — are now delivered and withdrawn on a FIFO basis. This makes inventory easier to find, control, and keep fresh.
A big walk-in cooler serves as the storage and staging area for perishables. An adjacent area on the shop floor holds dry goods, such as cereals and bags of peanuts and pretzels. The items are arranged on metal racks so that restocking occurs from one side and picking from the other. A display board here lists alphabetically each perishable and nonperishable item and its storage location.
The route delivery system, created in step 4 of the implementation process, begins in the cooler. A “setup person” has a minimum of 2 kanban bins for each perishable item used at each workstation. The setup person loads the bins for the material handler and stores them by product family at their designated spots on the shelves in the cooler. The inventory in each kanban bin lasts approximately 20 minutes. (For example, there are at least two bins containing small tubs of butter, each with a 20-minute supply.) Labels on bins identify contents and where they are used.
The material handler replenishes workstations every 20 minutes. Pushing a cart down the aisle between workstations, the handler looks for empty bins that operators have placed backwards on the racks. The handler puts empty bins on the cart and slides full bins from the cart down the racks. The delivery system improves the efficiency of workstation operators by giving the material handler responsibility for resupplying stations and removing meals. It also reduces inventory, and improves on-time delivery. Associates see other benefits. “I love it,” said Michele, a 15-year-employee, from her workstation. “It’s clean, it’s neat. I don’t have to run around looking for stuff.”
Challenges of a Nontraditional Environment
Although basic lean principles didn’t change, how LSG Sky Chefs applied them differed from how they are applied in a more traditional environment, such as automotive parts production where David Dennis, a Sky Chefs lean manufacturing director, learned to apply them.
“Catering moves much faster and there is not as much upfront engineering and designing needed,” he said comparing the 2 industries. In the airline catering industry, each month brings new products — new meals and new menus. Moreover, aside from very large, conveyor-equipped dishwashers, and catering trucks, there is little machinery, compared to automotive parts manufacturing. Workstations are on wheels, so “you can move anything and be very flexible very quickly,” Dennis said. As a result, labor and materials are the high-cost items in catering, compared to automotive’s triad of labor, materials, and equipment.
Another big difference is demand. Automotive industries experience spikes in demand, but not like the daily peaks and valleys in airline catering. CSCs receive preliminary estimates of meals from airlines every morning. Last-minute customer demand, flight cancellations, or the consolidation of 2 flights means that in the 2 to 4 hours before meal carts must go to planes, the final number of meals needed for a level of service on a flight, such as first-class or coach, can spike up or down by 20% or 30%. “It’s really difficult to say, ‘Here is final customer order,’” admits Dennis.
Managers inject some stability into the production schedule by using “run rates” of how many meals of a certain type can be made in an hour. For instance, assume that associates can make 130 first-class meals in an hour for a certain airline. If 500 meals are needed one day and 300 the next, they will still make 130 per hour. “You’ll just be done sooner and other work will be added on to create a full job” on the slower day, said Dennis.
The key to coping with such volatility while controlling labor costs is developing a multiskilled workforce. Cross-training and standardized work let associates shift from slow product lines to busy ones. That means someone who used to do only first-class domestic meals for one airline must be able to switch to a line making coach meals on an international flight for a different airline. Or an associate might have to shift from meal preparation to rolling up linen, or running the dishwasher, which must be loaded and unloaded differently depending on the airline’s style of dishes. Written standardized work instructions posted at each job, and often supplemented with graphics, give associates clear step-by-step instructions. They also allow supervisors to see at a glance if the steps are being followed.
A multiskilled workforce permits work schedules to be balanced more efficiently, giving the company flexibility and lowering costs by reducing overtime. As part of the lean conversion, LSG Sky Chefs schedules more people to work on the traditionally heavy flying days and fewer on the normally lighter ones. Before the conversion, CSCs staffed for peak days. The excess manpower “was — pardon the pun — eating our lunch on the slow days,” said Dennis.
Sandwich Supermarkets
Another impediment to creating a level schedule is that most of the “parts” in a catering business are perishable. That makes it difficult — but not impossible — to buffer the highs and lows in demand with limited levels of inventory in supermarkets. For instance, sandwiches can be made, dated, refrigerated, and stored overnight on a FIFO basis. Some CSCs are discovering that they can flatten out the highs and lows by calculating the average daily demand for sandwiches over a period and adding a buffer based on the biggest spike above the average during that period. This total becomes the number of sandwiches to make everyday, rather than scrambling to hit a number that whipsaws daily.
Supermarkets were also used in the redesign of workstations. Before the lean conversion, one person prepared all meals for a flight and loaded them into carts. People cut produce and grated cheeses for salad, cut and plated desserts, and added utensils and prepackaged items to meal trays. In addition, airline preferences are different, so some wanted steak entrées cooked and plated, while others wanted them cooked and put in a dish with other steaks for the flight attendants to plate. “It was real craft production,” said Dan Hicks, a lean team director.
People needed workstations 25 feet long to do all the tasks, resulting in a lot of walking and other wasted motion. Because of the importance of food safety, people had to wash their hands and change gloves every time they went from touching food to packing a tray. “With the hundreds of tasks that one person had to do, it meant there were likely to be errors,” added Hicks.
People now make meals at compact workstations. Someone prepares the entrée, someone else the salad, someone else the dessert. These “parts” are put on separate racks that hold a limited number of items. At regular intervals, the material handler (who also replenishes the kanban bins) pushes the racks to a workstation where an associate “assembles” the parts into completed meals, then loads them into metal airline carts. The handler brings empty racks back to the preparation stations. “It’s not a pure pull system but it has worked out well,” said Hicks.
Next steps in LSG Sky Chefs’ transformation include continuing to balance manpower and equipment, improving changeovers from making one type of meal to another, doing more kitting to handle short runs of meals characteristic of smaller markets, and working with airlines to gain more control over the procurement of raw materials. “Before we can do that, we have to take care of our own business,” said Berndt.
So far taking care of business in the tumultuous airline catering industry has meant generating solid results from initial lean projects in little more than a month. Fortunately, LSG Sky Chefs’ commitment to the transformation has a longer timeline. “Our leadership understands this is the direction we are headed,” said Berndt. “This is not a program-of-the-month.”
For More Information: LSG Sky Chefs
LSG Sky Chefs is the world’s largest in-flight service provider, which includes catering, procurement, equipment management and total in-flight service management, with combined sales of $3.1 billion. Created in 1942 to offer dining services to airline passengers, LSG Sky Chefs caters 260 airlines from more than 200 customer service centers in 45 countries. LSG Sky Chefs is a division of LSG Lufthansa Service Holding AG, a wholly owned subsidiary of Deutsche Lufthansa AG.
Books:
Learning to See by Mike Rother and John Shook, is an easy-to-read guide that teaches engineers, managers, and production associates how to see value, separate it from waste, and eliminate the waste so value can flow to customers.
Seeing the Whole by Dan Jones and Jim Womack shows business managers how to dramatically improve the flows of material and information across facilities and companies.
Workshops:
The Lean Enterprise Institute runs monthly workshops in various locations on basic and more advanced lean tools, including Value Stream Mapping, Creating Continuous Flow, Pull and Kanban Systems, and many others. Click for the schedule and full descriptions.





