As CFO at a previous company, Jerry Solomon tried a simple experiment that led to a personal epiphany about accounting and continuous improvement.
A new CEO had asked him to take over responsibility for manufacturing, an area that was struggling. “It was a little strange,” Solomon told a packed lean accounting presentation at the 30th annual AME Conference, held recently in Jacksonville, FL. “I went from being a provider of a product — financial information — to a customer. I wanted to know how good that product really was.”
So he came in early one Monday morning when the standard accounting reports were being made available at a pigeonhole cabinet in IT. Before manufacturing managers could pull the thick reports from the cubbies, he flipped open each one to a random page inside and with a large marker wrote: Call me immediately when you get to this page.
“Guess how many calls I got,” he said.
Since then, Solomon has been “trying to make sure people in operations get information they can use and that makes sense.” He has launched lean transformations in accounting and operations at the Baltimore operations of MarquipWardUnited, a custom maker of machines that make corrugated boxes, where he is vice president of operations. He also wrote Who’s Counting, a Lean Accounting Business Novel and speaks often at the annual Lean Accounting Conference.
At the AME session, he analyzed why traditional management accounting fails to report the benefits of lean transformations and offered a way to create an alternative — financial reporting that shows respect for people. That idea echoed the conference theme of “people powered excellence,” a conviction that growing the bottom-line rests on growing people’s knowledge.
Rethinking Management Accounting
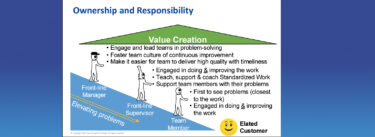
Noting that lean management often is depicted as a house supported by pillars of process improvement and respect for people, Solomon asked the audience, “How do we show respect for people when we give them numbers they can’t use, that don’t support the lean journey, and have a bunch of acronyms that are difficult for people who aren’t in accounting to understand? If we are going to be true to the respect-for-people pillar of lean we have to rethink the way we do some things in accounting.”
Rethinking starts by realizing that manufacturing costs have changed dramatically since the 1930s when the essential concepts of management accounting were in place. The principles were developed to support large batch manufacturing and production systems with labor costs much higher as a percentage of overall costs than now.
|
Plant Costs | ||
|
Now |
Then | |
|
Overhead |
25% |
10-20% |
|
Material |
60% |
20-30% |
|
Labor |
15% |
60-70% |
Solomon asked, “Why would we think the same cost system used 80 years ago when cost structures were so different and product was produced in large batches would be effective in the 21st century when direct labor is now usually the smallest cost component and the emphasis is on pull, flow, and smaller and smaller batch sizes?”
At most plants, labor probably is less than 15%, he said. He challenged skeptics to observe how people really spend their time at work when they returned from the conference. “People are looking for tools, looking for paperwork, talking to their buddy, or finding out from engineering how something goes together. You’re lucky if its 5%”
As a result, typical accounting reports:
- Induce companies to build in large batches in order to keep machines running and people busy to absorb overhead.
- Neglect to provide daily performance information needed to support continuous improvement at the cell and value-stream levels.
- Require large amounts of computer resources and nonvalue-creating activities to gather and process work-order transactions.
- Fail to capture the vast benefits that lean generates in the form of higher quality, shorter lead times, increased cash flow, and the added capacity gained from people, equipment, and space.
The next step is to assess the reporting metrics you currently use from a lean management perspective. Ask:
- Who uses the metric?
- Who really understands it?
- What is its accuracy (especially for figuring standard costs)?
- What decisions does the metric inform or influence?
- Does it provide root cause information about any issues?
- Does it promote smooth work flow?
- Does tit promote lean behaviors?
- How major or minor is the cost associated with this metric relative to total production costs?
- What is the effort required to measure, collect, and maintain the data for this metric?
Then collaborate with accounting to develop respectful financial reporting and metrics:
- Replace traditional concepts of standard costing, labor reporting, and variances with actual costs and performance metrics that promote lean behaviors.
- Introduce nonfinancial as well as financial metrics that are maintained by employees at the work cell, are understood by everyone not just accountants, and form basis for daily continuous improvement.
- Eliminate the need to maintain allocation schemes and time consuming variance analysis.
- Improve decision making by focusing on real costs and making improvements visible.
- Develop “plain English” profit-and-loss statements.
- Hold continuous improvement activities in accounting and include accounting associates in your activities.
“You need to partner with accounting,” Solomon told the audience, dominated by operations managers but with a handful of finance managers. “You really need to have accounting a part of every kaizen event you do. They have to be involved from day one.”
Solomon’s workshop, “Manufacturing and Accounting: Unlikely but Crucial Allies on the Lean Journey,” fell under the conference’s Extended Enterprise value stream, one of six tracks. What follows are samples of presentations from the other five — Engaged People, Daily Improvement, Innovation, Sustainability, and Achieving Business Results — with an accent on providing practical nuggets of information you can try.
Value Stream: Systematic Daily Improvement
“Hillbilly Lean in a Nonmanufacturing Environment”
A house with pillars, a jigsaw puzzle, and a river with boulders have been used to represent lean management, but a team from Combine World recently broke new ground by adding music to the metaphor mix.
“We didn’t do that just for your listening pleasure,” said banjo player and CEO Charlie Smith, after he, a guitarist, and a fiddler from Combine World opened their presentation with a few minutes of country western music.
“You can’t learn what we did reading a book,” he said, putting down the banjo, to make a point about learning lean principles and learning to play music. “You have to practice.”
Smith and the team shared several ways the family-owned salvage business, located in Saskatchewan, Canada, 250 miles north of the Montana border, practices lean.
A Five S (for sort, straighten, shine, standardize, and sustain) program keeps shop areas uncluttered, eliminates the time technicians spend looking for tools, and improves tool maintenance.
“I never had anyone complain that when they picked up a cutting torch it actually worked,” he said.
An audit process was introduced to sustain improvements. If an area fails the Five S audit, the report is posted to the Huddle Board where the area manager explains at a daily staff “huddle” how she will get the area back up to standard. This and other information on the board is the focus of a five-minute daily meeting that reviews key activities, including:
- Key process indicators
- Five S audit results
- Who is doing what that day
- Company announcements
- New ideas
- Roadblocks
- Product returns
- Joke of the day
In this four-minute video on Combine World’s YouTube page a manager explains how the huddle board works.
A Work-In-Process Board is a visual display, updated daily, of where agricultural and construction equipment is in the repair or salvage processes. For instance, the large white board has areas showing what equipment is scheduled to arrive and when, who is currently working on what, equipment that is ready for parts, and equipment ready for sale. “It allows everyone to see the “big picture,” explained Smith.
Tension Charts, known internally as “hillbilly A3s,” simply state a problem and list a timeline of activities for reaching an improved future state. The “tension” comes from listing each activity with a due date and person responsible for implementation. For example, a recent chart identified a problem as the company being only 80% ready to participate in a local agricultural trade show. The desired state is to be completely prepared for the 2015 show two weeks the show. Charts are reviewed at a weekly plan-do-check-act (PDCA) meeting to make sure they are on track.
All 17 employees have a Lean Passport hanging on a board. The 8.5-by-11-inch sheets show the training level attained by each person: A white belt level means having awareness of lean principles; yellow indicates being able to implement the principles, green means having the ability to lead improvement events and teach the principles, and black signifies the capability to mentor others.
In the salvage business there’s just one thing you have to remember. You buy something for a dollar, sell it for three dollars, and you’d be surprised how fast that two percent profit adds up.
Everyone attends weekly Coaching Sessions with a partner, who is someone with the specific knowledge to help implement an improvement idea. Coaching also helps new team members integrate quickly into the culture.
A voluntary Book Club meets once a week for 15 minutes to discuss key points on lean principles, management, or leadership made by authors. A related activity is the daily Coffee and Learn. It uses break time for 15 minutes of quick training on a topic or best practice. Facilitators take turns running the sessions.
Lights On, Lights Out
Smith began the lean transformation with a 5S effort in 2006 to save the business. In the decades from 1970 to 2010 Canadian farms changed dramatically. As ownership shifted from families to a few corporations and size swelled from under 1,000 acres to 6,000-plus, the business gradually declined until 2005 when it lost money. Smith laid off 25% of the workforce at the time, four people. About 15 regional competitors folded.
“I knew I had to do something but I didn’t know what,” Smith recalled. He got out of low-margin businesses and stopped stocking old or obsolete equipment. Then at an export conference in Canada, where he just happened to attend a breakout session on lean “something really resonated with me there; a light had gone on.”
Not everyone saw the light. Smith made learning and implementing lean principles a condition of employment in 2006. A few months later, six people, half the workforce then, came into his office, politely shook his hand and left.
Business and the lean effort have more than recovered. Sales have quadrupled since 2005 with the help of lean and other changes. He took on a business partner to help him better manage the finances.
“I subscribe to my father’s math,” Smith explained. “He told me, ‘Son, in the salvage business there’s just one thing you have to remember. You buy something for a dollar, sell it for three dollars, and you’d be surprised how fast that two percent profit adds up.’ That was the extent of my financial acumen.”
His biggest challenge now is training and developing the company’s 17 employees as leaders. “It’s not just about tools. I’m in the people business.” Here’s his advice for starting and sustaining a transformation:
- Get educated. One of the first books he read was Lean Thinking. “That definitely got me on the path.” Some of his other picks are The Toyota Way The Fifth Discipline, and Leading the Lean Enterprise.
- Get a competent change agent.
- Join or start a support group like a lean consortium.
- Visit companies better than you are in lean.
- Have an outside group audit your lean effort annually to show you where to improve.
Value Stream: Innovation
“Using Lean to Develop Profitable Value Streams”
Norbert Majerus is a senior master black belt in R&D, and a myth buster. The fiction he wants to smash is that lean principles are detrimental to creativity and innovation.
The truth, according to Majerus, who works at the Goodyear Tire and Rubber Co. innovation center in Akron, OH, is that lean is not detrimental to innovation but it can be if you take the wrong actions.
The key is to focus lean R&D efforts on creating customer value and profitable value streams, not cost cutting. That’s what Goodyear did about eight years ago at the start of its lean effort in R&D, the first area in the company to implement lean thinking, he noted.
Lean is not detrimental to innovation but it can be if you take the wrong actions.
Before lean, less than 20% of new products were delivered on time and roughly 50% of them were profitable. “Today about 100% of everything we launch is profitable,” said Majerus, who contributed a new case study to the updated Lean Product and Process Development book from the Lean Enterprise Institute. The company is launching about three times more products with the same budget and resources. Here are some actions for implementing lean principles successfully in R&D:
1. Avoid lean innovation killers
- Emphasizing return on investment and “when can I get it” destroy creation of disruptive innovation that changes the marketplace.
- Leave wiggle room in standards that allow for innovation.
- Make innovation easy and fun.
- Be careful that the metrics you use don’t kill risk taking; allow for failure and good variability –- clarify the consequences.
2. Manage innovation talent
- Innovators need the right management support. “The biggest inventions come from technology and very few innovators,” he said. Serial innovators thrive on empowerment but some companies have a hard time with it. “Not managing innovative talent is a large waste,” he said.
3. Manage incoming work.
- Having too much work is among the biggest problems in R&D. You end up “missing a good idea while working on a bad idea without knowing it’s bad. Decide quickly which are the good ideas and learn from them fast,” he said.
4. Modeling and Knowledge Reuse
- Use knowledge to build good computer models or predictive tools
- Test to validate and improve the models
- Allow quick set-based concurrent engineering and design of experiments. “If I design a mold today, I give it to manufacturing at the end of the day.”
Value Stream: Sustainability
“Journey to Connect Sustainability to the Business, a Case Study on Getting Started”
When people hear “sustainability” they hear different concepts and that’s a problem if you’re launching a sustainability plan.
“People have many preconceived notions about what sustainability is,” said Molly Gates, sustainability manager, at ESCO Corporation. “Some see it as energy savings, philanthropy, or environmental protection. What’s your approach going to be?”
Gates recommended that you do research and thinking to decide what your sustainability effort is going to mean right from the start. “You must know that in order to communicate the program to others” internally and externally, she said.
At ESCO, research showed that there were good business reasons to pursue a sustainability program. It was important to customers, particularly oil and gas exploration companies, who were farther along in their sustainability programs than ESCO. Competitors also were getting involved in the sustainability movement.
Management decided to connect sustainability to the “True North” goals of its lean effort -– Zero Harm, Zero Waste, 100% stakeholder satisfaction.
At ESCO, a 101-year-old, privately held maker of heavy equipment for mining, construction, oil and gas, and industrial uses, management decided to connect sustainability to the “True North” goals of its lean effort -– Zero Harm, Zero Waste, 100% stakeholder satisfaction –- when the program began two years ago. True North is a company’s strategic and philosophical vision or purpose. It may include “hard” business goals such as revenue and profits as well as “broadbrush” visionary objectives.
ESCO made sustainability part of the “guiding principles” that support True North.
- Innovation: deliver innovative solutions to meet customer needs
- Leadership: create an environment of engagement, collaboration and respect
- Continuous Improvement: relentlessly improve to deliver customer value
- Performance: be accountable for delivering exceptional results
- Sustainability: be responsible for a better future: economically, environmentally, and socially
“Sustainability would be an integral part of how we’d reach our True North,” Gates said. “It’s a way of thinking about the business.”
Part of the Culture
The next step was to develop an implementation framework, based on what issues were important to stakeholders. The sustainability team met with customers, executives, employees, and community representatives where it operated.
To know what data to collect for monitoring, it turned to criteria used to select and monitor companies in the Dow Jones Sustainability Indexes (DJSI), which draws information from private research firms, company documentation, media coverage, stakeholder commentaries, and other publicly available sources.
Once listed on the DJSI, companies are monitored daily for critical issues, including human rights abuses and catastrophic disasters that can lead to the exclusion from the index.
The next step was to communicate to employees that sustainability was “part of our culture,” Gates said. The company, based in Portland, OR, created an online learning module about sustainability to train its 5,000 employees around the world. Management encouraged teams to undertake continuous improvement projects focused on sustainability. It communicated to engineers that product design and durability impacted sustainability.
The program even affected the company’s business model. Instead of selling equipment to customers, ESCO also leases equipment. This way, ESCO services machinery so it operates efficiently and recycles it when customer leases expire.
“It’s not a program, it’s an approach,” said Gates.
Value Stream: Achieving Business Results
“TWI: Prerequisite for Even Workflow”
“Stable repetitive processes are the keys to our success,” said Holger Friebe, department manager at Bosch Thermotechnik in Wernau Germany, where 1,061 associates make wall-mounted boilers. Dependable processes are critical if associates are to hit improvement goals for remaining competitive with domestic and foreign competitors.
But a big “kaizen burst” on a process map that Friebe shared in his presentation indicated that final assembly and test was neither stable nor repetitive. Smooth and even flow on the manual line was disrupted by up to 20 failures monthly, most often by missing or improperly mounted seals. In-line testing and rework caught and corrected the problems but the delay often resulted in mixing up the sequence of units in process. That was a problem because shipping pallets at the end of the line each required four units of the same product. So if four “A” units started out together, they had to finish together.
Importance of “Why”
Management decided to correct the problem by introducing Training Within Industry (TWI) principles. TWI was a series of training programs developed in the United States during WWII so companies could hire and train huge numbers of new workers to replace those who had gone to war. While TWI concepts were forgotten in the U.S. amidst post-war prosperity, struggling Japanese companies, including Toyota, adopted them.
TWI has three main training programs, collectively referred to as “J” programs:
- Job Instruction taught supervisors and experienced workers how to teach people to do work with fewer defects, less scrap and rework, fewer accidents, and less damage to tools and equipment.
- Job Methods taught workers to improve methodically by making the best use of people, machines, and materials to produce more high-quality products in less time.
- Job Relations taught supervisors how to handle people problems effectively and fairly by gathering facts, weighing them, making a decision, taking action, and checking results.
Bosch focused on the Job Instruction program to develop standardized work for operators. It created an initial set of instructions, emphasizing not just what to do but how to do the work and why doing it that way was important. The “why” accent told operators the impact their work had on people at other parts of the line.
The standardized work was improved with input from operators through several cycles of trial and error, Friebe said. “The difficulty is making it simple.”
The program eliminated the seal problems but they returned with the hiring of seasonal workers, who had to be trained in following standardized work.
With the standardized work in place, an important next step was to change the work team structure. Under the old arrangement, supervisors managed 10 to 15 people. They had little time to improve the standardized work and train people in new standards. Now supervisors manage seven to eight people. They have more time for improving standards and training. “Instruction is not a onetime event, but needs to be continuously repeated,” Friebe said.
Value Stream: Engaged People
“People-centric Leadership + Enterprise Excellence = Fulfillment”
Barry-Wehmiller, a St. Louis-based blend of 60 acquisitions, operates disparate business that, among other activities, provide engineering consulting services, adjust insurance claims, design and manufacture packaging machinery, and make machines that wind toilet tissue.
“Our machines help bring toilet tissue to you, so we literally touch your lives every single day,” said Brian Wellinghoss, director, L3 journey. L3 or Living Legacy of Leadership is what the $1.7 billion, privately held company calls its lean transformation. It’s based on:
- Daily Communication
- Responsible Freedom
- Empathy
- Celebration
L3 is where lean principles meet principled leadership with the goal of creating a culture where everyone goes home at the end of work with a sense of fulfillment. So Barry-Wehmiller companies don’t talk about removing waste from processes with lean; they talk about removing frustration from people’s lives to make work more inspiring.
But good leaders don’t just talk. “The ability to listen is foundational in our organization, said Ken Coppens, L3 team coach. “We believe the most important thing an L3 leader can do is listen.” A basic lean course that Coppens teaches at the company’s 100 locations worldwide is on communications with an emphasis on listening.
“The number one issue in coaching a PDCA [plan-do-check-act] process is that people are not good listeners,” he said. I thought I was a great listener. I found out that I was maybe okay at work and I was lousy at home.”
Improving as a listener improved his relationship with a son when, Coppens said, he learned to “shut my mouth and not try to solve his problems and shut down my mind a little bit. It’s hard to do and it takes lots of practice.” A video he showed really “nailed” the point.
(Chet Marchwinski is LEI’s communications director. He covered the conference on a press pass.)
Follow up:
Association for Manufacturing Excellence