Two years ago, Jim Womack visited Ben Hartman, a farmer in Goshen, Indiana, who has been applying lean thinking to his Clay Bottom Farm. Since then, Ben has written two books on lean farming, shared his ideas at a number of conferences – including LEI’s! – and is now developing online classes to spread his ideas faster and further. Oh, and he still farms.
Ben’s farm vividly illustrates the power of lean applied to specific, local, vital businesses. Since his exposure to lean, Ben has zealously sought to eliminate waste while providing more value to his local customers, and to create a more sustainable enterprise that supports healthier eating. His lean work has boosted yield per square foot, dramatically reduced the amount of “shrink” (wasted crops), cut down he and his wife’s weekly work hours, and allowed him to avoid the pressure to grow his farm. Additionally, Ben has begun to spread lean thinking to his community in and around Goshen.
Recently, Ben and his wife, Rachel, welcomed my colleague, Josh Howell, and me to his Lean Farm to show us the operation. The images depict a series of kaizen that have radically improved the farm’s productivity. To learn more about Ben and Lean Farming, check out his books The Lean Farm and The Lean Farm Guide to Growing Vegetables. You can also read other Posts and articles on his work.
Seeding and Propagation – Kaizen Result: 20 minutes to 30 seconds

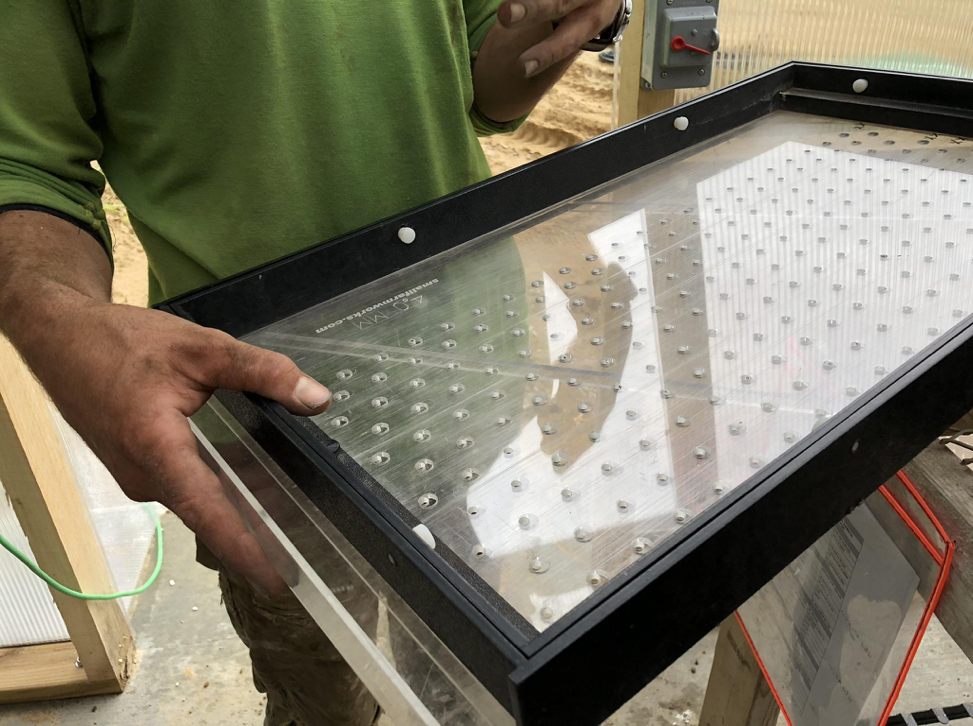
The foundation of Ben’s seeding, propagation, and transplanting system is a product called Paper Pot. It is manufactured in Japan, but recently found its way to the United States after a University of Wisconsin professor of agriculture stumbled upon in Japan. The Paper Pot is made of paper cells glued together in a honeycomb shape. Each holds one seed. Depending on the crop, a single honeycomb can hold 264 seeds – just more than twice as many seeds as the much larger plastic cells typically used in the U.S. More seeds in less space means Ben’s propagation house – an expensive piece of real estate due to material and heating requirements – can produce a large number of transplants in a small space.
The cells are loaded into a tray and filled with soil, then stamped with a mold to create 264 dimples for seeds to settle. A plastic tray with 264 dimples aligned with the soil stamps is placed on top and seeds are shaken through the dimples filling each stamp.
The Paper Pot transplant system has sped seeding time by 40x! It previously took Ben approximately 20 minutes to seed the same number of cells. It currently takes 30 seconds.

Transplanting – Kaizen Result: 45 minutes to 51 seconds
The crops propagate for about two weeks inside the honeycomb cells before Ben transplants them to his field. The honeycomb shape is unraveled into a linear chain, which is then loaded into the Paper Pot transplanter.
When we asked Ben how he decides where to plant a crop he provided a simple response, “I want to keep my field full. So I till whatever I’ve just harvested and fill it right back up.”
Having identified an open row, we observed Ben drag the Paper Pot transplanter in a perfectly straight line. The tool tills a trench for the transplant to settle and pushes soil back over it to secure it into the ground. Because the cells are chained together one falls in after the other. Moreover, the cells are spaced tightly, so he can plant more crops in less space.

It took Ben 51 seconds to transplant a row of 264 golden beets. Previously, he estimates it took him 45 minutes to do the same amount of work. All told, Ben transplanted 8 chains, totaling 2,112 plants in 90 minutes.
It is worth mentioning that the transplants pictured are much larger than intended. Indiana had recently been hit with two weeks of rain, which kept Ben from transplanting. Because the transplants were top heavy, Josh and I were tasked with what Ben called “pure muda” – tipping and securing them upright. We were lucky Ben could find use for us despite our complete incompetence!
Barn House
In his relentless pursuit for waste elimination, Ben and Rachel decided they needed to move and build a new farm. They were too far from customers and the layout – totaling 7 buildings – caused too much waste.
Starting with customer first, they found a plot just outside downtown Goshen. All of their customers are now with 1.5 miles. In fact, Ben turns customers away if they’re not within an acceptable radius.
Ben and Rachel then tackled the layout. They drew inspiration from old farmhouses in New England and Europe that managed to connect processing steps under one roof. They dug into the details by simulating a harvest of 100 heads of lettuce mapping their motion using a spaghetti diagram. The new farm has just 2 buildings – a barnhouse and greenhouse.

The processing area is a slab of concrete with a sink, counter, and rack for packing materials. It sits just steps from the farm and immediately next to the shipping area. Once Ben harvests, he has just a few steps to walk to process the produce, pack, and ship it. Because the lead time from pick to ship is so short he does not need to refrigerate any product. In fact, he did not bother to install refrigeration!
Ben and Rachel are finding great success in relentlessly pursuing the basic principles of 1) customer first, and 2) waste elimination. They’re presently farming about 55 vegetable varieties on an acre of land equally split between greenhouse and field. This allows them to supply to 4 local restaurants, CSA customers, and a farmer’s market. Over the coming months they intend to triple the size of the field. This will meet their objective to balance workload against an a comfortable income.

Naturally, they are planning more improvements. Ben is keen on eliminating field maintenance, a burdensome annual process to rebuild the soil’s health. And representatives of the Paper Pot company recently traveled from Japan to the farm to discuss new products to accommodate larger American crops.
It’s been just two years since Jim visited Ben and Rachel. Their kaizen spirit has not just transformed their farm in those two years – it’s created an entirely new, leaner farm. Their determination to improve customer value and eliminate waste is admirable not just for farmers but all lean thinkers.
Related book