
During the first two years of a lean transformation at Thomas & Betts Corporation’s electrical products manufacturing plant in Athens, TN, Plant Manager Herb Bradshaw had seen a radical transformation in the structure of the shop-floor layout and significant improvements in key operating metrics. But once the low- hanging fruit had been picked and the pace of progress had slowed, Bradshaw realized he had to transform how the organization was structured to continue the plant’s improvement. Borrowing from the lean toolbox that had served him so well on the production floor, Bradshaw built an innovative organizational layout headed by value-stream managers with complete responsibility for production and intradepartmental support.
Shop-Floor Revolution
The Athens factory consumes more than 100 tons of steel daily to make one million units in three main product families: Steel City® and Bowers® brand electrical boxes and covers; Steel City, Kindorf®, and Superstrut® brand metal framing and accessories; and Taylor Duct® and T&B® Ty-Duct brand extruded plastic wiring duct. Together, these brands comprise 13 product lines and more than 2,800 stock keeping units (SKUs).
Products manufactured at Athens and other Thomas & Betts facilities are shipped to a company-owned distribution center in Mississippi that consolidates orders for independent, regional, and national electrical distributors, who sell directly to the end- user customer: contractors, electrical technicians, and maintenance professionals.
In early 2001, as part of a comprehensive corporate turnaround, Thomas & Betts began an internal evaluation of how its electrical products manufacturing facilities compared to world-class facilities in a variety of industries. The exercise showed that “there was plenty of room for improvement,” recalled Bradshaw.
By the spring of 2001, Athens had started experimenting with some lean tools in various areas of the plant.
“Our initial efforts were more opportunistic than organized,” recalled Bradshaw, “but we saw some startling improvements and that made us curious about what we could do if we expanded the effort to the whole facility.”
To assist with the overall effort, Bradshaw brought in Rick Harris, a Toyota veteran, who introduced value- stream mapping to a team comprised of Bradshaw’s staff and 20 shop-floor employees. Working in small teams, the trainees almost immediately began applying the principles to existing manufacturing value streams, drawing pencil-and-paper current-state maps of existing conditions and future-state maps to highlight sources of waste and how to eliminate them by applying lean principles. These maps and later iterations were organized in a reference book for future continuous improvement teams.
“Value-stream mapping made us look at our business in a whole new way and really helped jump-start our improvement process,” said Bradshaw. “Our current-state maps led to a lot of questions, such as why did we need a week’s worth of inventory between two production steps? It made us wonder why it couldn’t be done in a day. To find the answer, we had to go out and physically understand the process and truly look at it as a value stream instead of a series of points in a schedule.”
The team’s vision was to shift from classic batch-and-queue production process to a seamless flow from raw material through manufacturing into packing and onto pallets for shipping. For example, to make electrical boxes, steel was slit in one area, various box types were formed in punching or welding departments, wire holes were punched in another department, screw holes were tapped in another, then finished boxes were transported to packaging and finally sent to shipping.
“We discovered that we wasted a significant amount of energy and time moving product from department to department,” said Bradshaw. “We were constantly picking them up, putting them down, picking them up, putting them down, etc. Our lead time could be 45 days even though the actual manufacturing processing could be less than a minute.”
In addition, the plant held a significant amount of raw material inventory such as steel on the floor to cover low-volume jobs.
Value-stream mapping showed that moving production equipment from widely scattered departments and placing it side-by-side in production cells would allow one operator to handle the entire manufacturing process, from coil steel straight through to putting boxed product on to shipping pallets, greatly reducing production time and labor.
To more efficiently move finished goods from production cells and replenish raw materials, Athens also replaced its material-handling system. The old system – which relied on lift trucks and large amounts of inventory stored in various locations around the plant – was replaced with a new system built on a Plan for Every Part (PFEP). The PFEP is a 100% accurate database listing every part number entering the plant, its specifications, supplier, supplier location, storage points, points of use, and usage, along with other important information. Knowing where every part came from, where it went, and how it was used allowed the Athens team to design a material-handling system, size markets and storage racks, and design timed delivery routes. (For more information on designing a lean material handling System, see the LEI Success Story “Following Four Steps to a Lean Material-Handling System Leads to a Leap in Performance.”)
As part of this effort, Athens consolidated more than 300 suppliers into approximately 100 “supplier partners,” based on their ability to meet requirements and pass two annual evaluations. As a result, 95% of all incoming orders no longer require a pre-acceptance inspection.
The Athens team also created a single purchased-parts market for all parts entering the plant and established precise delivery routes to move all materials within the plant by tuggers, using standard work. The new material-handling system has been fully integrated with the company’s information management system. As a result, the new system ensures that only parts that have been used by the production cells will be replenished.
Pull Loops
Today, Athens no longer produces to a forecast and instead uses a pull system based on a repeating schedule or “loop” which incorporates an optimal sequence of changeovers for parts production. The loops (also known as production or changeover wheels) are posted in work cells and updated daily. Work cell associates cycle through their loops, checking the updated schedule before moving to the next part number to be sure it has received enough pull signals from the distribution center to trigger production. If not, associates go to the next part number on the loop schedule.
“Let’s say six kanban cards trigger production of a part number,” explained Harris, who is president of Harris Lean Systems, Inc. “But if only four cards have arrived, the part isn’t scheduled to run. You go to the next scheduled changeover. You can run the first part number when you return to it on the loop, if the distribution center has consumed six signals. Then you make six more cartons to replenish the six consumed.”
“In other words, we only produce what has already been sold,” said Bradshaw.
The loop has time built in for running special orders and low-volume parts. Work centers might go through their loops two or three times before receiving enough pull signals to trigger production of a low-volume SKU.
“We load the loop at 80% of standard capacity so there’s time for production control to slot in low-volume parts,” Bradshaw explained. “Work centers with six or eight high-volume SKUs might cycle through a loop every five days. Others with 35 or 40 lower volume parts might turn the loop in 14 days or more.”
According to Bradshaw, the posted schedule is dynamic and considered more of a “horizon” rather than a fixed plan. On Monday, it might show that “part D” has no pull signals. That might change on Tuesday if the distribution center ships a big order. In that case, the schedule can be adjusted for the next 24 hours.
Component areas supplying the cells mainly run on visual kanban systems. Operators check adjacent markets for open slots, indicating that a tote of parts has been removed.
“Using loop schedules has reduced our inventory and improved our service,” said Bradshaw. “Instead of making a high-volume part for a week, a work center makes half as much, twice a week, significantly reducing our finished goods requirement.”
After two years of dedicated work, the Athens team — including plant management, staff, and shop floor associates — had accomplished a tremendous amount.
“Moving to a pull system allowed us to cut inventory in half and most of our changeovers in half twice,” Bradshaw noted. “The plant was cleaner and employee morale was improved.”
Still, Bradshaw knew they needed to do more.
“I was sitting in one of our normal production meetings,” he recalled, “and I realized that there was still a lot of finger-pointing about who does what to whom going on. In addition, the low-hanging fruit had been picked and, as a result, our progress was slowing.”
Bradshaw thought that sharpening everyone’s focus on the product and the customer was the answer to both problems. “I wanted everyone to realize that we were one team working together to offer our customers the highest-quality products when and where they needed them,” said Bradshaw. “It just seemed logical to use value-stream mapping to accomplish this goal as well.”
Although he didn’t know exactly how to do it, Bradshaw had a feeling that the functional “walls” separating departments had to be breached in order to sharpen the focus on the customers and become even better at solving problems. A few months later, the traditional production meeting and organizational structure were gone, replaced with a value-stream layout headed by value-stream managers responsible for products across departmental walls.
Organizational Revolution
The plant has three product family value streams — boxes and covers, framing accessories, and plastic extruded products. It seemed logical to “divide it up into three major areas and put a value-stream manager over each,” said Bradshaw. But the details of how this would actually work weren’t as easy to figure out.
After two months of “scribbling and thinking” Bradshaw had an outline. Value-stream managers, reporting directly to him, would come from the planning/scheduling group since this group had most of the information about what to make, how much to make, where to make it, and when. In addition, many of the early participants in the lean conversion came from planning/scheduling.
Of the seven planner-schedulers at Athens, two had supervisory experience. Bradshaw would tap them and one other scheduler to complete the team of three value-stream managers. The other schedulers, along with certain shop-floor supervisors would become value-stream leaders in charge of production areas and reporting to the value-stream managers.
Bradshaw called the plant’s human resource (HR) manager into his office in the spring of 2003 to discuss plans for the new organization.
“At first, HR resisted my idea, not believing that such a radical change would work,” said Bradshaw. “Together, we hashed out the pros and cons and decided to make some minor changes such as increasing the number of leaders in each value-stream from six to seven.”
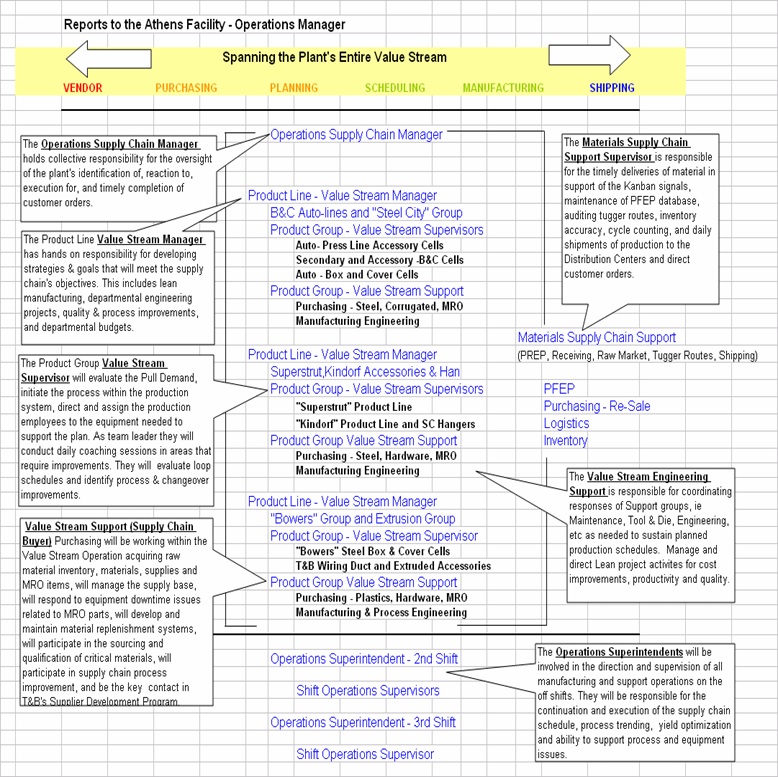
Subsequently, Bradshaw and HR walked through the plan with other members of the plant’s senior management team and further fine-tuned the details of the plan (see chart below).
At first, some of the newly appointed value-stream managers and supervisors were apprehensive about managing people.
“We were asking them to move outside their comfort zone,” said Bradshaw. “But we proved we were committed to helping them succeed by providing on-site leadership skills training.”
During first shift, the managers and supervisors establish the production plan for a 24-hour period, based on orders received from the distribution center. Managers review pull signals daily and make adjustments to the loop schedules as needed. Superintendents on second and third shifts, respectively, are responsible for continuing the production plan.
Each value stream is assigned specific maintenance, engineering, and materials support personnel — with dotted line reporting to the value-stream manager — to ensure that their needs are met in a timely fashion. Typically, these support professionals keep their workbenches and tool cabinets in their assigned value-stream areas. If there are no issues requiring immediate attention, they focus on general plant assignments as dictated by their appropriate functional manager.
“The dotted line relationship between support personnel and value-stream managers has created a greater sense of team within the plant,” said Bradshaw.
Materials support members in each value stream not only buy raw material and the maintenance, repair, and operations (MRO) materials for their assigned value streams, they also specialize in certain materials used on plant-wide basis. For example, one individual purchases all the steel, another buys the specialty metals and components, and one buys all the plastics.
Even the traditional production meeting that helped launch the value-stream reorganization has changed. It’s no longer held in an office, but on the factory floor at the start of first and second shifts. Every day, Bradshaw, the three value-stream managers, and representatives from tool and die, maintenance, human resources, finance, engineering, and quality, walk a route through the shop, visiting every product group area and support department. Stopping at a white board in each area, the group reviews a standard set of metrics, including production schedule attainment, productivity, quality, changeover times, the number of open orders, maintenance and safety issues, and the status of improvement projects. If a problem, such as machine downtime, is encountered, the appropriate representative in the group begins addressing it.
“It’s amazing how productive meetings can be when all the participants are standing up and focused on the same metrics at the same time,” said Bradshaw.
What’s Next?
Reflecting on the reorganization, Bradshaw believes it has positively affected the decision-making process and accelerated the pace of change.
“It put the right people in the right place with the right information to make informed, timely decisions. If product demand changes or if a sequence in production has to change, value-stream managers don’t have to ask permission to do what’s necessary to accommodate the customer’s needs. In other words, they are empowered to act using their best judgment. That’s a substantial and important change.”
He noted that, as a result of the reorganization, the plant’s in-stock percentage quickly improved from the mid to high-90s and has stayed there.
“Our productivity has also improved because we have less downtime resulting from unplanned changeovers or fewer unnecessary changeovers as a result of miscommunication.”
Asked what advice he would give another plant manager reorganizing by value streams, Bradshaw said, “You’ve got to have the right players — people who want to step up and aren’t afraid of change — and you have to give them the right tools to be successful.
You’ve got to analyze your organization and really know your team.”
In early 2006, the Athens team completed a five-year material and information flow plan intended to help take the lean conversion to the next level.
“You need a five-year flow plan for the orderly transition from old products to new ones,” said Harris. “You know what products are probably going to die in the next five years and what new products are coming. Typically what happens, the new product just goes into the hole on the shop floor vacated by the old product. That complicates the material and information flow through the plant.” A flow plan also will show the best locations for the purchased parts market, work-in- process markets, and finished goods markets.
A sample of projects in Athens’ plan, which Bradshaw and staff review quarterly, include installing a “superhighway,” a two-way aisle for material-handling tuggers that permits production cells to be supplied from the back side while finished goods are removed from the front side; eliminating a plating process for small components; and moving 12 presses along with their material handling system from one area to another to improve overall efficiency.
“You need to step back and look at the whole system and make some projections about what it should look like in five years in order to achieve internally defined productivity gains year over year,” said Bradshaw. “You can’t just be looking at tomorrow.”
“At the same time, you have to be flexible and willing to change as needed,” continued Bradshaw. “We expect lots of change in five years.”
|
Athens Plant Box Score to Date |
|
|
Average lead time |
† from 16 days to approx. 6 days |
|
Average cycle time |
† approx. 60% |
|
Changeover times |
†approx. 85% |
|
Raw work-in-process turns |
T from 11 to 98 |
|
Finished goods inventory turns |
T from 4 to 11 |
|
In-stock percentage |
T 82% to 99% |
|
Productivity ($ value output per employee) |
T38.6% |
|
Material handling costs (incl. reduction of 11 fork trucks and 3 drivers) |
† approx. 60% in dollars |
|
Space |
75,000 square feet opened up |
For More Information
Thomas & Betts Corporation is a leading designer and manufacturer of electrical connectors and components used in industrial, commercial, communications, and utility markets. The company is also a leading producer of commercial heating units and highly engineered steel structures used, among other things, for utility transmission. Headquartered in Memphis, TN, the company has manufacturing, distribution, and office facilities worldwide.
The Lean Enterprise Institute (LEI) runs monthly regional workshops on basic and more advanced lean tools. These include workshops based on workbooks co-authored by Rick Harris, titled Creating Continuous Flow and Making Materials Flow, which cover many of the implementation issues discussed above. LEI workshops and workbooks — all designed to de-mystify what a sensei does — show you what steps to take on Monday morning to implement lean concepts. Visit the LEI web site www.lean.org for more resources supporting lean transformations.
Glossary
(Adapted from the Lean Lexicon)
Five S
Five related terms, beginning with an S sound, describing workplace practices conducive to visual control and lean production. The five terms in Japanese are:
- Seiri: Separate needed from unneeded items—tools, parts, materials, paperwork—and discard the unneeded.
- Seiton: Neatly arrange what is left—a place for everything and everything in its place.
- Seiso: Clean and wash.
- Seiketsu: Cleanliness resulting from regular performance of the first three Ss.
- Shitsuke: Discipline, to perform the first four Ss.
- Seiton: Neatly arrange what is left—a place for everything and everything in its place.
Plan for Every Part (PFEP)
A detailed plan for each part used in a production process, showing everything relevant to managing the process with no errors or waste. A plan will include the part number, its dimensions, the amount used daily, and any other relevant information. The point is to specify precisely every aspect of the handling and use of every part.




